电话:+86(0572)2108256
传真:+86(0572)2503855
邮箱:gerlet@163.com
网址:www.gerlet.com
地址:浙江省湖州市吴兴区外溪路88号
辊筒制作要求:
1.滚轮应具有足够的刚度,以确保在重载下弯曲变形不会超过允许值。
2.辊子的表面应具有足够的硬度,通常要求达到50度以上的HRC,并且具有很强的耐腐蚀性。 涂层具有抗剥离能力,以确保辊子的工作表面具有良好的耐腐蚀性。
3.辊子的工作表面应经过精细处理,以确保尺寸精度和表面粗糙度。 粗糙度应大于Ra0.16,并且不应有孔或槽。 辊子工作表面的壁厚须均匀,否则辊子表面的温度会不均匀,影响产品质量。
4.辊筒的材料应具有良好的导热性,通常是冷硬铸铁,或铸钢或钼铬合金钢,无论是加热还是冷却,均能达到快速均匀。
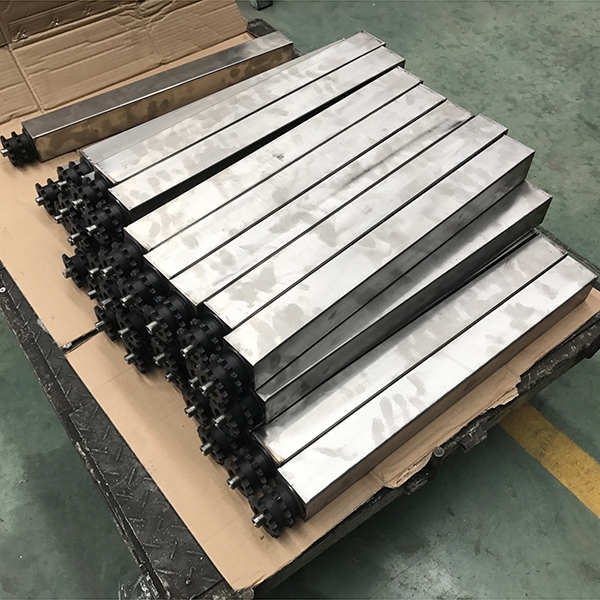
轧辊通常由无缝钢管制成,根据工艺不同,使用铝合金6061T5、304L / 316L不锈钢,2205双相不锈钢,铸钢,固态锻造合金钢芯作为材料,比如不锈钢方形辊筒,不锈钢动力辊筒等等。
托辊的生产主要由托辊体的初始过程,初始静平衡,轴头过盈装配焊接,精密车削和精密动平衡等过程组成。 如果要求圆度,圆柱度和直线度等几何公差小于0.2mm,则须在精加工后研磨圆柱磨床或辊磨机。 如果需要表面硬度,则需要增加热处理工艺。
辊子成型后,出于防腐,抗磨和支撑的目的,还需要进行表面处理或涂层处理,例如喷漆,镀锌,铁氟龙喷涂,橡胶涂层,镀铬,陶瓷喷涂和氧化。
按尺寸分类,有造纸机械等大型滚筒(长度可达到10米以上且直径大于1500mm),小型扁平滚筒如自动传送带输送机(长度通常小于1米), 直径也在159mm以内)。
按功能划分,数字激光打印机上的辊子需要确保传输精度,而造纸机上的压延辊子则需要进行压力过滤,而支撑辊子则不需要很高的尺寸精度,并且还有热量。 更换所需的滚筒也具有在高压过滤中起作用的滚筒。
为了延长感光鼓的使用寿命,须完成感光鼓的维护工作。
1.定期清理滚筒上的灰尘和其他异物。
2.定期检查感光鼓外壳和端盖之间的焊接位置是否牢固。
3.润滑性好,减少磨损损失。
4.避免过载操作,并延长感光鼓的使用寿命。